4130弯管注意事项
车架制作或者弯管加工,请详细阅读该弯管设计说明,以便于沟通。
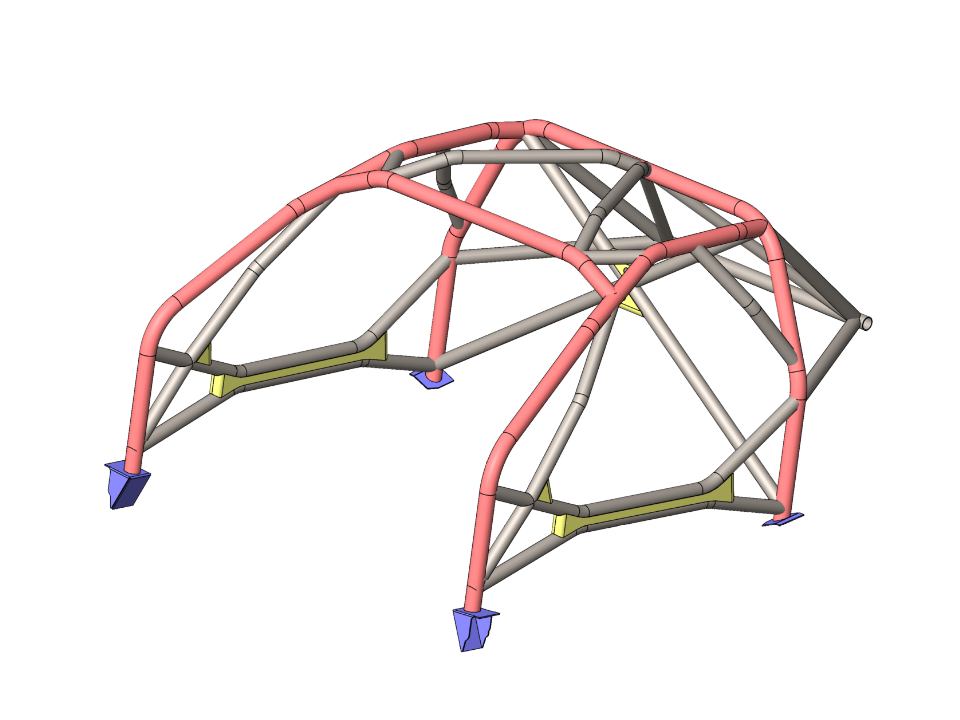
马自达RX7防滚架,根据车身扫描数据设计,为了贴合车身A柱共做了4道弯。
常用钢材机械性能比较
| 机械性能 | Q235 | 45# | 4130 |
|---|---|---|---|
| 其他名称 | A3钢 | 1045 | 铬钼钢 |
| 抗拉强度(MPa) | 375-460 | 540-650 | 760-850 |
| 屈服强度(MPa) | 235 | 300-400 | 620-680 |
| 延展率 | 25% | 16% | 15-19% |
以上性能是45#调质后,4130正火处理后的状态。
钢管的选用和弯管半径问题
根据国家汽联比赛要求,防滚架主管的壁厚不小于2.5mm,外径不小于38.1mm,弯管半径不小于钢管直径的3倍,弯管半径是指到钢管中心线的半径,38.1外径的钢管弯管半径建议5寸(127mm),44.45外径的钢管弯管半径6寸(152.4mm)。
中汽联对赛车防滚架安全改装规则
2013年国内汽车拉力赛量产车型安全改装规则下载,第八条是防滚架的结构设计要求,防滚架使用钢管的材料,规格及弯管要求参见第8.3.3条。
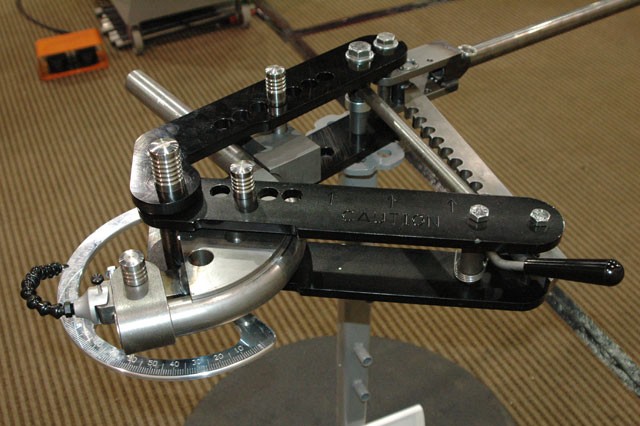
不建议使用卧在地上的手动弯管机弯管

不建议使用卧在地上的手动弯管机,就是上面图片里这种类型的弯管机,这种弯管机因为不能有效固定钢管,支撑点和钢管的接触面比较小,虽然普通无缝管可以弯,但是因为4130钢管强度是普通无缝管的2.5倍,弯管时很难控制弯管的角度和半径,并且容易造成钢管从中间折断。大部分这种类型的弯管机的弯管模具都是生铁铸造的,在弯规格比较大的钢管的时候也会造成弯管模具的开裂。
不建议加热后弯管
4130同样不建议加热后弯管,正常出售的4130钢管都是冷轧的,出货之前会进行正火处理,去掉冷轧过程中产生的应力,并且保证钢管的性能均一,局部加热会破坏钢管局部的机械性能,制作防滚架主管不建议使用这种工艺弯管。
建议使用紧凑型弯管机
这种弯管机比较适合改装用,占地比较小,常用规格的钢管弯都非常容易,角度和弯管形状都比较好保证,国内推荐匪兵TONY做的一套,液压弯管,非常省力,配有44.45,38.1,31.75三套弯管模具,花旗国推荐JMR和JD2的产品,弯管模具包括但不限于以上三种,可选择的规格非常丰富,只是拿进来运费和时间不好保证。
建议使用台式弯管机
如果有足够大的厂房,并且需要工作效率和较高的弯管品质,下面的这种设备是不二之选,一般对外弯管加工的也都是使用这种设备。不管是全自动的数控弯管机还是普通的需要一步步手动输入尺寸的弯管机都没有任何问题,有的机器还可以设置回弹量,弯管角度非常精准,一致性也比较好,适合批量生产。不过需要注意的是弯4130钢管的时候弯管半径要保证至少是钢管直径的三倍,太小的半径会造成钢管内侧出现褶皱或者断裂,灌砂不能解决断裂或者褶皱的问题。4130钢管弯管时一定不能抽芯,抽芯会造成钢管开裂。

4130钢管弯管总结
- 请使用适合的设备来进行弯管,紧凑型弯管机和台式弯管机都没有问题;
- 不要使用卧在地上的弯管机进行弯管,这种弯管机是两边有支点支撑钢管,中间弯管模具顶,弯普通无缝管没有问题,但是因为4130钢管强度比较高,这种弯管机确定会造成钢管塌陷开裂等问题;
- 在任何时候都不要通过加热进行弯管,加热会破坏钢管在弯管处的强度;
- 汽联比赛认证防滚架的弯管半径不小于钢管直径的三倍,更多比赛认证要求请参照汽联官方越野系列赛车辆技术规则-283安全装备和改装和2012年国内汽车拉力赛量产车型安全改装规则;
- 弯管过程中,钢管会有轻微的变形,但不会折断,开裂或者有褶皱;
- 弯管时使用抽芯会直接造成钢管开裂;